1、表面检查
检查需要防腐的换热器管束工件有(yǒu)无影响表面处理(lǐ)和涂装质量的问题,如:机械损伤、裂纹、孔洞、管间挤靠、管内堵塞等,发现问题及时适当处理(lǐ)。
2、预处理(lǐ)
手动或机械打磨焊疤、毛刺尖角,擦除过厚的油污,去掉换热器热交换管间或管内的杂物(wù)。
3、洗液准备
根据工件表面油锈程度,配制好洗液。一般除油洗液2—4%金属清洗剂加1—2%烧碱;除锈洗液8—10%HCl;1%亚硝酸钠磷化或1%重铬酸钾钝化。
4、除油
(1)将工件吊入碱洗槽,浸没在>80℃碱洗液中,开启循环泵。浸泡时间视油污情况而定,一般1—2小(xiǎo)时。
(2)将工作吊出碱洗槽,用(yòng)40—50℃清水冲洗管内外表面20—30分(fēn)钟,废水排入地沟。
(3)用(yòng)常温清水冲洗工件管内外表面20—40分(fēn)钟,至中性(pH试纸检验),废水排入地沟。
(4)观察工件表面,应无油污痕迹(挂水法)。
5、除锈
(1) 将工件吊入酸洗槽,浸没入洗液中,开启循环泵,浸泡1—2小(xiǎo)时,具體(tǐ)时间依锈蚀情况定。
(2) 工件从酸洗槽中吊出,用(yòng)常温清水冲洗工件管内外表面30—40分(fēn)钟,至工件表面洗液呈中性(pH试纸检验),废水排入地沟。注意空净工件折流板筋套管内的残留洗液,并加强管板内测与管子配合部位的冲洗 。
(3) 观察工件表面,应无氧化皮、锈斑及其它污垢。
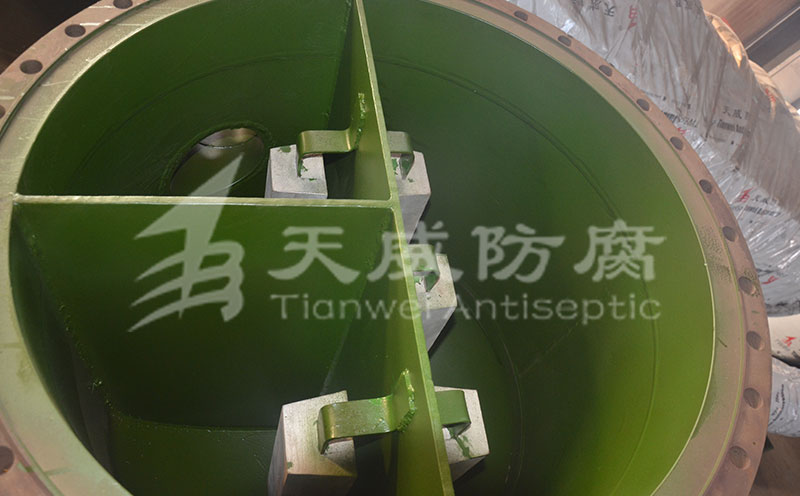
6、磷(钝)化
将上述处理(lǐ)合格的需要换热器防腐工件吊入磷(钝)化槽中,在30—40℃1%亚硝酸钠(或1%重铬酸钾)溶液中浸泡磷化(钝化液)半小(xiǎo)时,或于常温磷化液(钝化)中浸泡磷化(钝化)1小(xiǎo)时。

©东营天威防腐工程有(yǒu)限公司 备案号: ![]()
网站建设:东营遠(yuǎn)见网络公司